
फ्लॅट ओव्हल ट्यूबक्रॉस सेक्शनमध्ये फ्लॅट ओव्हल (लांब अक्ष 80-200 मिमी, शॉर्ट अक्ष 30-80 मिमी) आणि योग्य कोन कापताना क्रॉस सेक्शन स्क्यूनेस आणि अत्यधिक बुरेस यासारख्या समस्या उद्भवतात. त्यानंतरच्या वेल्डिंग किंवा असेंब्लीची गुणवत्ता सुनिश्चित करण्यासाठी अचूक प्रक्रिया साध्य करण्यासाठी व्यावसायिक प्रक्रिया आणि साधने आवश्यक आहेत.
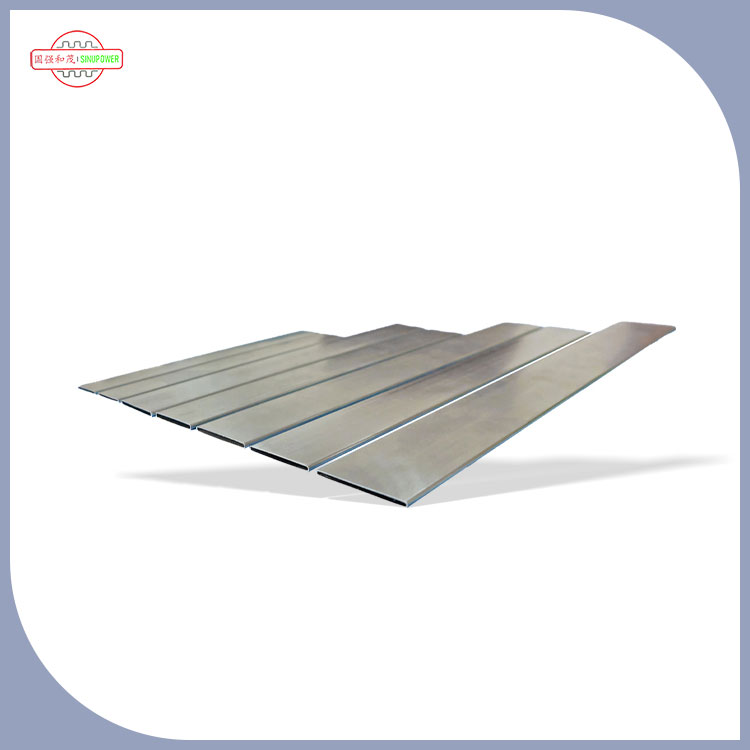
कटिंगची अडचण क्रॉस-सेक्शनल वैशिष्ट्यांवर केंद्रित आहे. फ्लॅट ओव्हल ट्यूबची असममित रचना पारंपारिक एक-आकार-फिट-सर्व पद्धतीची योग्य कोन अचूकता सुनिश्चित करणे कठीण करते. जर कटिंग एंगल विचलन 1 than पेक्षा जास्त असेल तर, बट संयुक्त अंतर 0.5 मिमीपेक्षा जास्त असेल, ज्यामुळे वेल्डिंग सामर्थ्यावर परिणाम होईल. याव्यतिरिक्त, जेव्हा ट्यूब वॉलची जाडी (सामान्यत: 2-5 मिमी) असमान असते, तेव्हा स्थानिक ओव्हरहाटिंग आणि विकृती उद्भवू शकते. विशेषत: स्टेनलेस स्टील सामग्रीच्या प्रक्रियेत, उच्च तापमानामुळे ऑक्साईड स्केल तयार होईल, त्यानंतरच्या पीस खर्च वाढेल.
साधन निवडीला सामग्री आणि वैशिष्ट्यांशी जुळणे आवश्यक आहे. लो-कार्बन स्टील फ्लॅट ओव्हल ट्यूबसाठी, प्लाझ्मा कटिंग (वर्तमान 80-120 ए) ची शिफारस केली जाते, 10-15 मिमी/से च्या कटिंग वेगासह आणि विभागातील अनुलंब त्रुटी 0.3 मिमी/मीटरच्या आत नियंत्रित केली जाऊ शकते; स्टेनलेस स्टील सामग्रीसाठी, लेसर कटिंग (पॉवर 500-1000 डब्ल्यू) प्राधान्य दिले जाते, ज्याला इंटरग्रॅन्युलर गंज टाळण्यासाठी <0.1 मिमीच्या उष्मा-प्रभावित झोनसह ऑप्टिकल फायबरद्वारे प्रसारित केलेल्या उच्च-उर्जा प्रकाश बीमद्वारे कॉन्टॅक्टलेस प्रक्रियेची जाणीव होते. पातळ-भिंतींच्या नळ्या (जाडी <3 मिमी) cen 0.01 मिमीच्या अचूकतेसह सीएनसी वायर कटिंग वापरू शकतात, जे अचूक घटक प्रक्रियेसाठी योग्य आहे.
ऑपरेशन प्रक्रिया स्थिती आणि पॅरामीटर सेटिंगवर लक्ष केंद्रित करते. कटिंग करण्यापूर्वी, कटिंग लाइन अक्ष (विचलन ≤0.5 °) वर लंबवत आहे हे सुनिश्चित करण्यासाठी पाईप फिटिंग्ज फिक्स्चरद्वारे निश्चित करणे आवश्यक आहे आणि विकृतीपासून बचाव करण्यासाठी फिक्स्चरची क्लॅम्पिंग फोर्स 5-10 एमपीएवर नियंत्रित केली जाते; प्लाझ्मा कटिंग दरम्यान, नोजल पाईपच्या भिंतीपासून 3-5 मिमी अंतरावर ठेवली जाते आणि कंस विचलन टाळण्यासाठी गॅस प्रेशर (एअर किंवा नायट्रोजन) 0.6-0.8 एमपीए वर सेट केले जाते; लेसर कटिंगला भिंतीच्या जाडीनुसार फोकस स्थिती समायोजित करणे आवश्यक आहे आणि कटिंग प्रवेश सुधारण्यासाठी जाड-भिंतींच्या पाईप्सचे लक्ष पाईपच्या भिंतीच्या 1/3 वर समायोजित केले जाते.
त्यानंतरच्या प्रक्रियेचा अंतिम गुणवत्तेवर परिणाम होतो. कटिंग केल्यानंतर, क्रॉस-सेक्शन रफनेस ro≤12.5μm बनविण्यासाठी कोन ग्राइंडर (120-ग्रिट ग्राइंडिंग व्हीलसह) बुरेस काढून टाकणे आवश्यक आहे; कटवरील गंज टाळण्यासाठी स्टेनलेस स्टील पाईप्स पॅसिव्हेटेड (10-15 मिनिटांसाठी नायट्रिक acid सिड सोल्यूशनमध्ये बुडलेले) आवश्यक आहेत. उच्च अचूक आवश्यकता असलेल्या दृश्यांसाठी (जसे की ऑटोमोबाईल एक्झॉस्ट पाईप असेंब्ली), योग्य कोन विचलन ± 0.1 ° च्या सहिष्णुता मानकांची पूर्तता करण्यासाठी तीन-समन्वय मापन इन्स्ट्रुमेंटद्वारे शोधणे आवश्यक आहे.
एफ वर उजवे कोन कापत आहेलॅट ओव्हल ट्यूबउपकरणे कामगिरी आणि प्रक्रियेच्या तपशीलांचा विचार करणे आवश्यक आहे. अचूक स्थिती, पॅरामीटर ऑप्टिमायझेशन आणि त्यानंतरच्या प्रक्रियेद्वारे, पाइपलाइन कनेक्शनच्या सीलिंग आणि स्ट्रक्चरल सामर्थ्यासाठी मूलभूत हमी प्रदान करणारे एक गुळगुळीत क्रॉस सेक्शन आणि अचूक कोन प्रक्रिया प्रभाव प्राप्त केला जाऊ शकतो.