
तुमची रेडिएटर कोर जाडी (किंवा तुमची बीओएम किंमत) न वाढवता तुम्ही कधीही कठोर उष्णता नकार लक्ष्य गाठण्याचा प्रयत्न केला असेल तर तुम्हाला कदाचित त्याच डोकेदुखीचा सामना करावा लागला असेल: पुरेसे पृष्ठभाग नसणे, खूप जास्त दाब कमी होणे, ट्यूबचे विसंगत परिमाण, ब्रेझिंग नंतर फिन-बॉन्ड समस्या, आणि दुःस्वप्न परिस्थिती - गळतीमुळे फील्ड अपयश. सपाट ओव्हल ट्यूबबऱ्याचदा त्या अडचणींचे निराकरण करण्यासाठी निवडले जाते, परंतु केवळ तेव्हाच जेव्हा भूमिती, उत्पादन पद्धत आणि गुणवत्ता नियंत्रणे अनुप्रयोगाशी जुळतात.
हा लेख कसा ते स्पष्ट करतोसपाट ओव्हल ट्यूबमध्ये पॅकेजिंग कार्यक्षमता आणि थर्मल कार्यक्षमता सुधारू शकते रेडिएटर्स आणि कॉम्पॅक्ट हीट एक्स्चेंजर्स, वास्तविक खरेदी निर्णयांमध्ये महत्त्वाच्या असलेल्या ट्रेड-ऑफला देखील हायलाइट करतात. तुम्हाला एक खरेदी-तयार चेकलिस्ट, सामान्य अपयश मोडसाठी समस्यानिवारण सारणी आणि पुरवठादार संप्रेषण मिळेल नमुना चक्र कमी करण्यासाठी आणि महागडे रीडिझाइन टाळण्यासाठी फ्रेमवर्क.
रेडिएटर ट्यूब्सच्या आसपासच्या बहुतेक सोर्सिंग आणि डिझाइन समस्या "रहस्य" नाहीत - त्या दरम्यान अंदाजे टक्कर आहेत कार्यप्रदर्शन लक्ष्य आणि पॅकेजिंग मर्यादा.सपाट ओव्हल ट्यूबजेव्हा खरेदीदारांना आवश्यक असेल तेव्हा शॉर्टलिस्टमध्ये दर्शवा या वेदना बिंदूंपैकी एक (किंवा अधिक) सोडवा:
व्यावहारिक उपाय:सपाट ओव्हल ट्यूबएक मजबूत उपाय असू शकतो, परंतु ते गुणवत्ता "स्वयं-निश्चित" करत नाहीत किंवा सिस्टम डिझाइन. ते चांगले तपशील बक्षीस देतात आणि अस्पष्ट खरेदीला शिक्षा देतात.
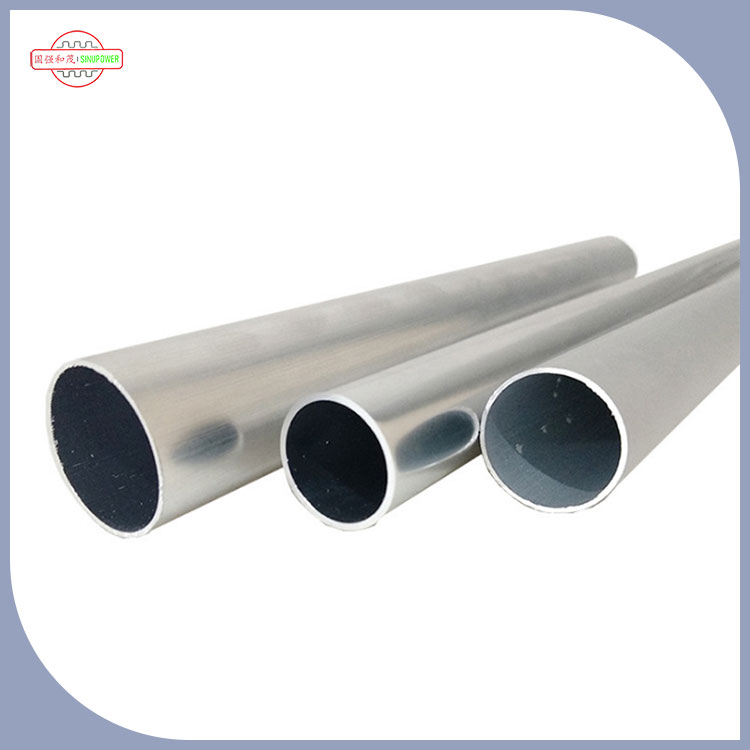
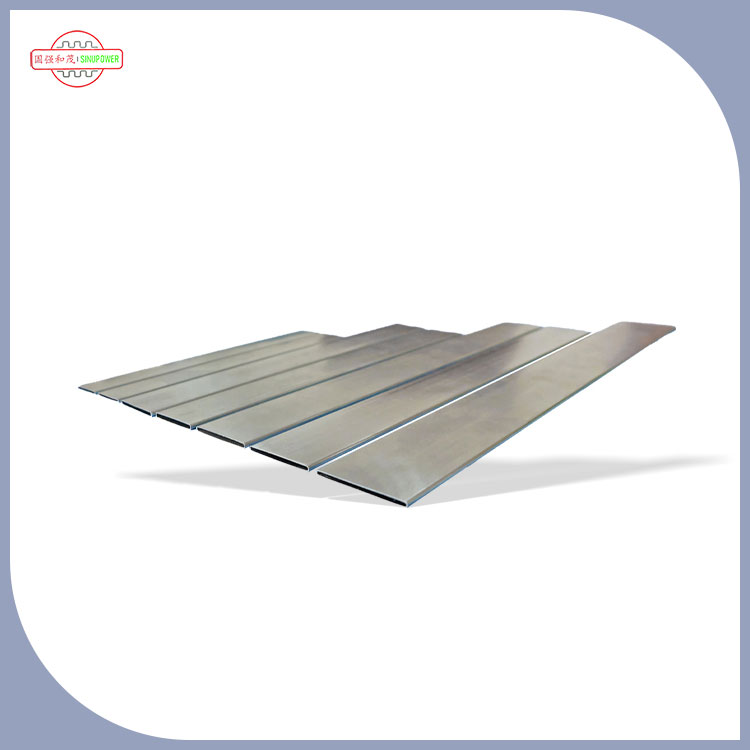
"फ्लॅट ओव्हल" प्रोफाइल केवळ कॉस्मेटिक नाही - ते पंखांसोबत ट्यूब कसे इंटरफेस करते, केंद्रातून हवा कशी वाहते, हे बदलते. आणि उष्णता शीतलकातून बाहेरील वातावरणात कशी जाते.
एक द्रुत वास्तविकता तपासणी:"फ्लॅट ओव्हल" हे एकल उत्पादन नाही. हे ट्यूब प्रोफाइलचे एक कुटुंब आहे, शिवण प्रकार, साहित्य आणि अंतर्गत रचना. अचूक कामगिरी संपूर्ण प्रणालीवर अवलंबून असते: ट्यूब + फिन + ब्रेझिंग + कूलंट + ऑपरेटिंग परिस्थिती.
तुमचा RFQ "रेडिएटरसाठी फ्लॅट ओव्हल ट्यूब" म्हणत असल्यास, तुम्हाला दहा अवतरण आणि अकरा व्याख्या मिळतील. कट करण्याचा सर्वात वेगवान मार्ग जोखीम म्हणजे कार्यप्रदर्शन आणि विश्वासार्हता काय नियंत्रित करते हे निर्दिष्ट करणे.
| तुम्ही काय मागता | का ते महत्त्वाचे आहे | पुरवठादाराकडून काय विनंती करावी |
|---|---|---|
| मितीय सहिष्णुता (मुख्य/लहान अक्ष + भिंत) | फिन फिट, ब्रेझिंग गुणवत्ता, दाब क्षमता आणि कोर सातत्य चालवते | आयामी तपासणी योजना + CPK/लॉट डेटा उपलब्ध असल्यास |
| सीम अखंडता आणि गळती दर लक्ष्य | फील्ड अपयश आणि वॉरंटी दावे कमी करते | 100% किंवा नमुना वायु गळती चाचणी पद्धत, दाब पातळी, होल्ड टाइम, पास/अपयश निकष |
| ब्रेझिंगसाठी स्वच्छता | अवशेषांमुळे खराब ओले होणे, रिक्त जागा आणि दीर्घकालीन गळती होऊ शकते | स्वच्छता प्रक्रियेचे वर्णन + येणारी स्वच्छता आवश्यकता |
| गंज धोरण | चुकीची सामग्री जोडणे गंज वाढवते, विशेषत: मिश्रित धातूंसह | तुमच्या वातावरणासाठी सामग्रीची शिफारस + कोणतेही कोटिंग पर्याय |
| दाब आणि नाडीचा प्रतिकार | रेडिएटर्स प्रेशर सायकलिंग पाहतात; कमकुवत नळ्या कालांतराने क्रॅक होतात | बर्स्ट चाचणी लक्ष्य (लागू असल्यास) + थकवा/नाडी चाचणी अपेक्षा |
खरेदीदार प्रत्येक कोटमध्ये "कठोर QC" ऐकतात. फरक हा आहे की QC अपयशी प्रतिबंधाशी जोडलेला आहे. साठीसपाट ओव्हल ट्यूब, सर्वात अर्थपूर्ण चेकपॉइंट्समध्ये सहसा हे समाविष्ट असते:
तुम्हाला फक्त एक गोष्ट आठवत असेल तर: पुरवठादाराला व्याख्या करण्यास सांगाकुठेगळती त्यांच्या प्रक्रियेत होण्याची शक्यता असते, आणि अंतिम गळती चाचणीपूर्वी त्यांची प्रतिबंधक पायरी काय आहे. ते उत्तर तुम्हाला सांगते की ते गुणवत्तेचे सक्रियपणे व्यवस्थापन करतात.
जेव्हा रेडिएटर अयशस्वी होतो, तेव्हा बहुतेकदा ट्यूबला प्रथम दोष दिला जातो-परंतु मूळ कारण स्पेस गॅप्स, ब्रेझिंग विसंगतता असू शकते, मिश्र धातुच्या रचनेतून होणारे नुकसान किंवा गंज हाताळणे. हे सारणी तुम्हाला समस्यांचे जलद निराकरण करण्यात मदत करते.
| लक्षण | बहुधा मूळ कारण | प्रतिबंध ते काम हलवते |
|---|---|---|
| ब्रेझिंगनंतर पिनहोल गळते | दूषितता, खराब ओलेपणा, प्रवाह/स्वच्छता जुळत नाही, शिवणातील सूक्ष्म दोष | स्वच्छता आवश्यकता परिभाषित करा; ट्यूब पृष्ठभागासह ब्रेझिंग प्रक्रिया संरेखित करा; मुख्य पायऱ्यांनंतर लीक चाचणी आवश्यक आहे |
| दाब अंतर्गत शिवण विभाजित | विसंगत वेल्ड गुणवत्ता, भिंत भिन्नता, अपुरी शिवण शक्ती | सीम स्वीकृती निर्दिष्ट करा; दबाव/गळतीचे निकष आवश्यक आहेत; वेल्ड मॉनिटरिंग आणि तपासणी योजनेची पुष्टी करा |
| फिन बाँडिंग विसंगती (हॉट स्पॉट्स) | मितीय भिन्नता, पंख जुळत नाही, अपुरी ब्रेझिंग विंडो | सहनशीलता घट्ट करा; फिन चष्मा लवकर शेअर करा; पायलट बिल्ड आणि क्रॉस-सेक्शन प्रमाणीकरण विनंती |
| असेंबली दरम्यान कोर विकृती | नळीची भिंत हाताळण्यासाठी खूप पातळ, अपुरी पॅकेजिंग, क्लॅम्पचा दाब खूप जास्त आहे | हाताळणी मर्यादा परिभाषित करा; पॅकेजिंग सुधारणे; असेंबली टूलिंग समायोजित करा; यांत्रिक मालमत्ता लक्ष्यांची पुष्टी करा |
| सेवेतील गंज अपयश | गॅल्व्हनिक कपलिंग, अनुपयुक्त मिश्र धातु, खराब कोटिंग धोरण, कठोर माध्यम | मिश्र धातु आणि कोटिंग पर्यावरणाशी जुळवा; मिश्र-धातू इंटरफेसचे पुनरावलोकन करा; जेव्हा शक्य असेल तेव्हा एक्सपोजर चाचणीसह प्रमाणित करा |
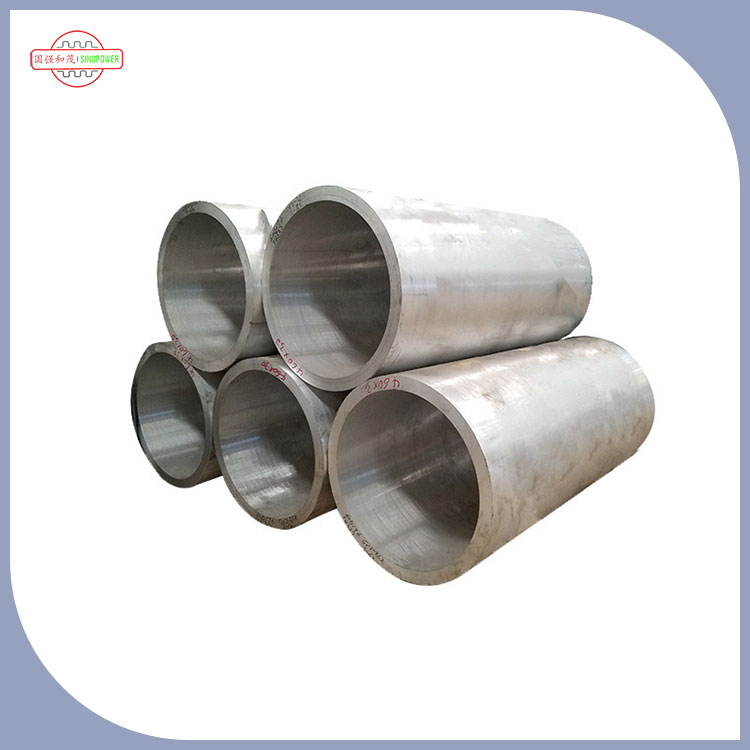
सपाट ओव्हल ट्यूबजेव्हा तुम्हाला कॉम्पॅक्ट कोरमध्ये उच्च थर्मल कार्यक्षमतेची आवश्यकता असते आणि तुम्ही नियंत्रित करू शकता तेव्हा ते सामान्यतः वापरले जातात उत्पादन आणि सामील होण्याची प्रक्रिया. विशिष्ट तंदुरुस्त-उद्देशीय क्षेत्रांमध्ये हे समाविष्ट आहे:
सर्वोत्तम प्रकल्प उपचारसपाट ओव्हल ट्यूबसिस्टम घटक म्हणून - कमोडिटी नाही. ती मानसिकताच रोखते "स्वस्त ट्यूब, महाग अपयश."
एक विश्वासार्ह पुरवठादार संबंध सामायिक केलेल्या तांत्रिक भाषेपासून सुरू होतो. येथे एक हलका वर्कफ्लो आहे जो सॅम्पलिंग सायकल कमी करतो:
जर तुम्ही पुरवठादारांचे मूल्यमापन करत असाल, तर ते आधीच उष्मा हस्तांतरण ट्यूब उत्पादनावर केंद्रित असलेले एक निवडण्यास मदत करते "सामान्य धातूच्या नळ्या." उदाहरणार्थ,सिनुपॉवर हीट ट्रान्सफर ट्यूब्स चांगशु लि. त्याचे उत्पादन आजूबाजूला ठेवते रेडिएटर आणि हीट एक्स्चेंजर ट्यूब सोल्यूशन्स, कूलिंग सिस्टममध्ये वापरल्या जाणाऱ्या फ्लॅट ओव्हल आणि वेल्डेड ट्यूब फॉरमॅट्ससह. याचे सर्वात व्यावहारिक कारण सोपे आहे: या कोनाड्यात राहणारे संघ वास्तविक अपयश पद्धती समजून घेतात. (गळती, बाँडिंग समस्या, विकृती) आणि त्यांना रोखण्यासाठी त्यांचे QC तयार करा.
खरेदीदार टीप:जेव्हा तुम्ही एखाद्या पुरवठादाराला संदेश देता, तेव्हा तुमच्या शीर्ष तीन "नॉन-नेगोशिएबल" समाविष्ट करा (गळतीचे निकष, सहिष्णुता, गंज वातावरण). तुमच्या जोखीम पातळीला सपोर्ट करू शकत नाहीत अशा विक्रेत्यांना तुम्ही त्वरित फिल्टर कराल.
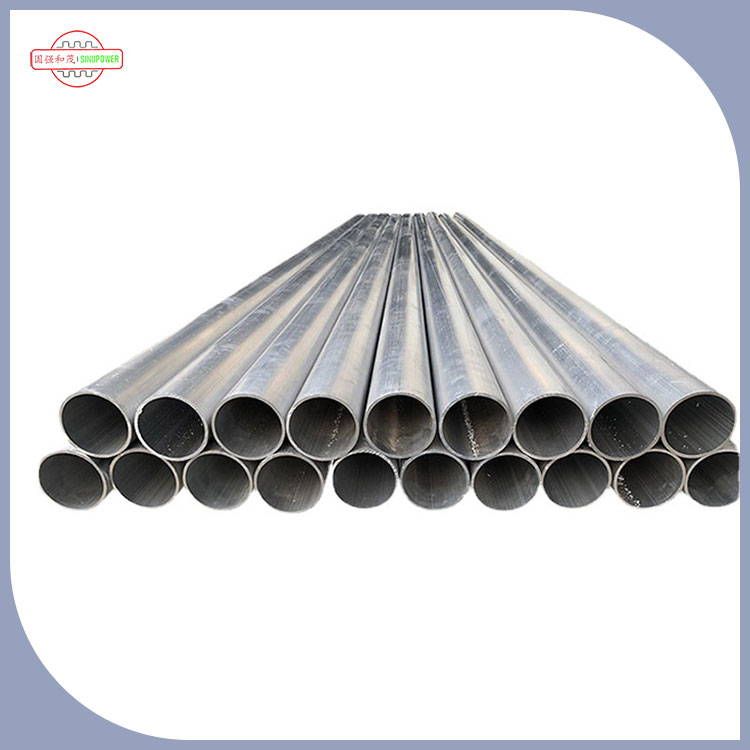
Q1:रेडिएटर्ससाठी सपाट ओव्हल ट्यूब विरुद्ध गोल ट्यूब?
सपाट ओव्हल प्रोफाइल बहुधा पॅकेजिंग कार्यक्षमता आणि कॉम्पॅक्ट कोरमध्ये फिन कॉन्टॅक्ट फायद्यांसाठी निवडले जातात, तर गोल ट्यूब काही उत्पादन सेटअपमध्ये सोपे व्हा. सर्वोत्तम निवड तुमची फिन डिझाईन, जागेची मर्यादा आणि तुम्ही करू शकता त्या सातत्य यावर अवलंबून असते उत्पादन अनेक ठिकाणी धरा.
Q2:रेडिएटर्ससाठी वेल्डेड फ्लॅट ओव्हल ट्यूब?
जेव्हा सीमची अखंडता घट्टपणे नियंत्रित केली जाते आणि लीक चाचणीद्वारे सत्यापित केली जाते तेव्हा वेल्डेड डिझाइन मजबूत कामगिरी देऊ शकतात. जर तुमची प्रणाली उच्च दाब सायकलिंग पाहते, खरेदीच्या वैशिष्ट्यामध्ये सीम स्वीकृती निकष आणि चाचणी पद्धती स्पष्टपणे परिभाषित केल्या आहेत याची खात्री करा.
Q3:सपाट ओव्हल ट्यूबसाठी आरएफक्यूमध्ये काय समाविष्ट करावे?
किमान: सहिष्णुतेसह प्रोफाइल परिमाणे, भिंतीची जाडी, सामग्रीची आवश्यकता, गळती चाचणी पद्धत आणि निकष, स्वच्छता ब्रेझिंगसाठी अपेक्षा, आणि विकृती टाळण्यासाठी पॅकेजिंग/हँडलिंग आवश्यकता.
Q4:ब्रेझिंगनंतर गळती कशी कमी करावी?
स्वच्छतेवर लक्ष केंद्रित करा, तुमच्या ब्रेझिंग प्रक्रियेसह पृष्ठभागाची स्थिती सुसंगतता, स्थिर ट्यूब परिमाणे (सातत्य फिन फिटसाठी), आणि लीक चाचणी तुमच्या उत्पादन वास्तविकतेशी संरेखित आहे—केवळ एक सामान्य "QC उत्तीर्ण" विधान नाही.
Q5:सपाट ओव्हल ट्यूबसाठी गंज विचार?
गंजाचा धोका पर्यावरण, शीतलक रसायनशास्त्र आणि मिश्र-धातू इंटरफेसवर अवलंबून असतो. मिश्रधातूची निवड आणि कोणतीही कोटिंग धोरण संरेखित करा वास्तविक सेवा परिस्थितींसह, आणि तुमच्या अर्जामध्ये मीठ एक्सपोजर, आर्द्रता किंवा आक्रमक माध्यम समाविष्ट आहे की नाही हे स्पष्ट करा.
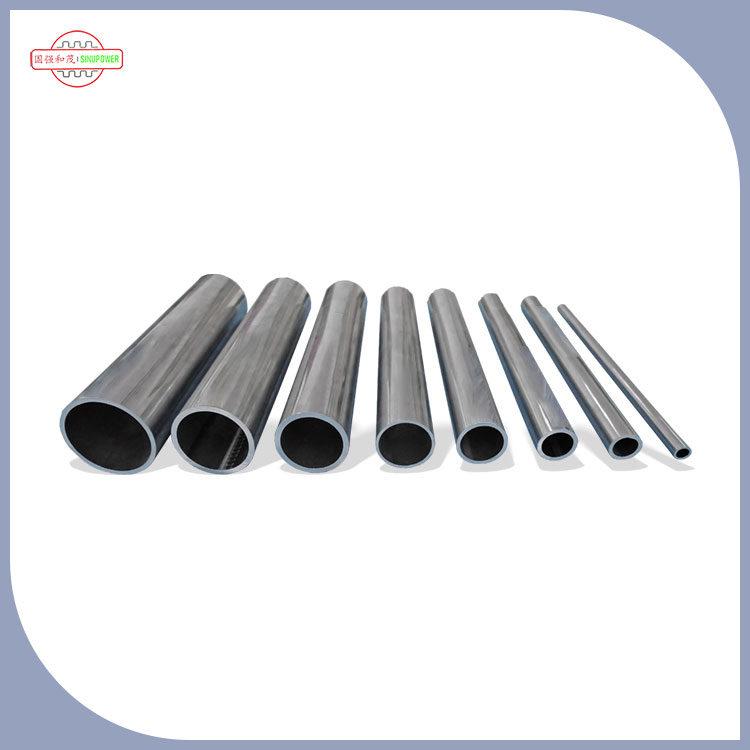
सपाट ओव्हल ट्यूबजेव्हा तुम्हाला कॉम्पॅक्ट पॅकेजिंग, उत्तम थर्मल परफॉर्मन्स आणि विश्वसनीय उत्पादन सुसंगतता-पण फक्तजेव्हा ट्यूब स्पेसिफिकेशन, सीम इंटिग्रिटी आणि QC चेकपॉईंट्स लिहिलेले असतात अस्पष्टता दूर करण्यासाठी स्पष्टपणे पुरेसे आहे.
जर तुम्ही नवीन रेडिएटर किंवा हीट एक्सचेंजर प्रकल्पाची योजना आखत असाल आणि तुम्हाला कमी सॅम्पलिंग लूप हवे असतील तर तुमचे ड्रॉइंग आणि टार्गेट ऑपरेटिंग पाठवा करण्यासाठी अटीसिनुपॉवर हीट ट्रान्सफर ट्यूब्स चांगशु लि.आणि सहिष्णुता नियंत्रणाचा समावेश असलेला प्रस्ताव मागवा, लीक चाचणी निकष आणि पायलट-लॉट योजना. जेव्हा तुम्ही तयार असाल,आमच्याशी संपर्क साधातुमच्या सपाट ओव्हल ट्यूबच्या आवश्यकतांबद्दल चर्चा करण्यासाठी आणि जलद, अभियांत्रिकी-संरेखित कोट मिळवा.